Тумбы, горки, этажерки
Тумбы, горки, этажерки
 Подставки и держатели
Подставки и держатели
 Блоки из акрила и оргстекла
Блоки из акрила и оргстекла
 Лотки и контейнеры
Лотки и контейнеры
 Витрины и колпаки
Витрины и колпаки
 Подставки для аксессуаров
Подставки для аксессуаров
 Стойки для обуви
Стойки для обуви
 Держатели для украшений
Держатели для украшений
 Менюхолдеры и ценникодержатели
Менюхолдеры и ценникодержатели
 Буклетницы, визитницы
Буклетницы, визитницы
 Информационные стойки
Информационные стойки
 Клей для оргстекла
Клей для оргстекла
Это интересно
Все статьи >>Исходной заготовкой для производства акриловой и поликарбонатной продукции оригинальной формы служит плоский лист. Существуют технологии, которые позволяют придать ему сложную форму. Чтобы превратить лист в полусферу, используется технология выдувания. С помощью комплекса специальных операций мы получаем идеально ровные, прозрачные, качественные полусферические изделия с гладкой поверхностью и хорошими оптическими свойствами.
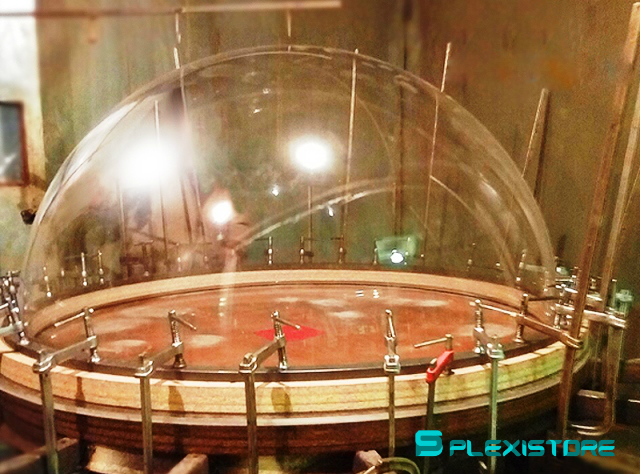
 Для выдувания полусфер различного диаметра изготавливаются матрицы – металлические столы со струбцинами для закрепления детали. Лист разрезается на фрагменты нужного размера. Заготовка укладывается на матрицу, надежно зажимается по периметру струбцинами. Матрица с закрепленным листом помещается в печь. Материал нагревается, становится пластичным.
Для выдувания полусфер различного диаметра изготавливаются матрицы – металлические столы со струбцинами для закрепления детали. Лист разрезается на фрагменты нужного размера. Заготовка укладывается на матрицу, надежно зажимается по периметру струбцинами. Матрица с закрепленным листом помещается в печь. Материал нагревается, становится пластичным.
Форму полусферы лист принимает под действием потока воздуха, направленного снизу-вверх. Происходит постепенное и равномерное выдувание полусферы. Когда заготовка поликарбоната или оргстекла достигла нужных размеров и приобрела требуемую форму, матрица вынимается из печи. Остывание оргстекла и поликарбоната происходит на воздухе. Если техпроцесс выдувания был реализован по всем правилам, после остывания заготовка сохраняет новую форму. После полного остывания срезаются края полусферы, фланец удаляется полностью или выравнивается в соответствии с требуемыми размерами. Торцевые поверхности полируются, приобретают чистый блеск и становятся гладкими на ощупь.
 Высота полусферы. Регулируя время и давление в процессе выдувания, можно контролировать высоту полусферы. Изделие может быть высоким или же иметь вид уплощенной линзы. Для контроля высоты изделия используются мягкие шаблоны из материалов, обладающих хорошими теплоизоляционными свойствами. При контакте полусферы с шаблонами прозрачность и качество заготовки не снижается. Существует и другой способ регулирования высоты изделия. Специальные бесконтактные устройства позволяют управлять этим процессом автоматически. Однако применение автоматического регулирования высоты экономически обосновано только в серийном производстве.
Высота полусферы. Регулируя время и давление в процессе выдувания, можно контролировать высоту полусферы. Изделие может быть высоким или же иметь вид уплощенной линзы. Для контроля высоты изделия используются мягкие шаблоны из материалов, обладающих хорошими теплоизоляционными свойствами. При контакте полусферы с шаблонами прозрачность и качество заготовки не снижается. Существует и другой способ регулирования высоты изделия. Специальные бесконтактные устройства позволяют управлять этим процессом автоматически. Однако применение автоматического регулирования высоты экономически обосновано только в серийном производстве.
Габариты изделия. Габариты основания определяются конструктивными параметрами матрицы и ограничиваются только размерами листовой заготовки. Например, стандартный размер листа оргстекла PLEXIGLAS – 2000х3000. Соответственно, основание выдуваемого изделия должно вписываться в этот размер.
 Форма изделия. Основание полусферы может быть не только круглым, но и квадратным, прямоугольным, овальным, многоугольным. Форма выдутого изделия зависит от геометрии натяжной рамы – главного фиксирующего элемента матрицы. В зависимости от конфигурации матрицы, мы получаем линзообразные, каплеобразные, яйцевидные изделия. По индивидуальному заказу форма матрицы может иметь практически любую форму.
Форма изделия. Основание полусферы может быть не только круглым, но и квадратным, прямоугольным, овальным, многоугольным. Форма выдутого изделия зависит от геометрии натяжной рамы – главного фиксирующего элемента матрицы. В зависимости от конфигурации матрицы, мы получаем линзообразные, каплеобразные, яйцевидные изделия. По индивидуальному заказу форма матрицы может иметь практически любую форму.
Толщина материала. В процессе выдувания происходит некоторое уменьшение толщины материала в центральной части. Этот параметр можно рассчитать с помощью специальных формул. Ориентировочно, если высота подъема полусферы равна ее радиусу, то толщина на вершине выдуваемой заготовки уменьшается втрое. Этот фактор учитывается при проектировании изделия: толщина листа закладывается с запасом, чтобы утончение не снизило прочность полусферы.
Цветовая палитра. Полусферические изделия могут быть изготовлены как из прозрачного, так и из цветного термопластичного материала. Возможен вариант последующего окрашивания прозрачной акриловой или поликарбонатной заготовки, нанесения надписей, самоклеящейся пленки.
 Полусферы, полученные методом выдувания, могут использоваться для изготовления шаров. Две половинки прозрачного шара склеиваются между собой. Склейка осуществляется с помощью специального состава, который не просто крепко соединяет детали, а химически сращивает их на молекулярном уровне. Таким образом, получается очень надежный шов, прочность которого можно сравнить с монолитным материалом.
Полусферы, полученные методом выдувания, могут использоваться для изготовления шаров. Две половинки прозрачного шара склеиваются между собой. Склейка осуществляется с помощью специального состава, который не просто крепко соединяет детали, а химически сращивает их на молекулярном уровне. Таким образом, получается очень надежный шов, прочность которого можно сравнить с монолитным материалом.
Линия клеевого соединения немного заметно, но оно не портит общий вид шара. Чтобы сделать шов более качественным и эстетичным, мы полируем его с обоих сторон. Для двухсторонней полировки требуется организовать доступ к внутренней стороне шва. С этой целью в сфере вырезается отверстие диаметром 150-200 мм. Сквозь отверстие мастер полирует прозрачный шар изнутри. После внутренней полировки осуществляется наружная обработка поверхности полировальной машиной. Соединение двух полусфер может быть не только клеевым, но и разъемным. Для этого используются полусферические заготовки с фланцами и механический крепеж (болты с гайками).
 Качество выдутой заготовки во многом зависит от точности изготовления матриц. Металлический стол изготавливается индивидуально под каждый типоразмер и под каждую форму основания изделия. Зачастую изготовление уникальной матрицы обходится дороже, чем производство самого изделия. Матрица изготавливается из прочного и устойчивого к термическим воздействиям металла. Большой расход металла и трудоемкость сборки – это главные факторы, обуславливающие высокую стоимость изготовления матрицы.
Качество выдутой заготовки во многом зависит от точности изготовления матриц. Металлический стол изготавливается индивидуально под каждый типоразмер и под каждую форму основания изделия. Зачастую изготовление уникальной матрицы обходится дороже, чем производство самого изделия. Матрица изготавливается из прочного и устойчивого к термическим воздействиям металла. Большой расход металла и трудоемкость сборки – это главные факторы, обуславливающие высокую стоимость изготовления матрицы.
Заготовки, полученные методом выдувания, используются для производства различной продукции: светильников, защитных колпаков для магазинов и выставок, сувениров, аквариумов, световых фонарей, элементов мебели, иллюминаторов, архитектурных элементов, бокалов для шоу, дизайнерских декоративных инсталляций. Компания «Плексистор» изготавливает сферические и полусферические изделия любых размеров по индивидуальным заказам. Наши специалисты имеют большой опыт производства продукции методом выдувания.
Высокий профессионализм мастеров – это гарантия отсутствия дефектов, брака и неточности размеров. Мы изготавливаем качественную продукцию и гарантируем точное соответствие ее параметров требованиям, указанным в техническом задании.
 - prev.jpg)