Тумбы, горки, этажерки
Тумбы, горки, этажерки
 Подставки и держатели
Подставки и держатели
 Блоки из акрила и оргстекла
Блоки из акрила и оргстекла
 Лотки и контейнеры
Лотки и контейнеры
 Витрины и колпаки
Витрины и колпаки
 Подставки для аксессуаров
Подставки для аксессуаров
 Стойки для обуви
Стойки для обуви
 Держатели для украшений
Держатели для украшений
 Менюхолдеры и ценникодержатели
Менюхолдеры и ценникодержатели
 Буклетницы, визитницы
Буклетницы, визитницы
 Информационные стойки
Информационные стойки
 Клей для оргстекла
Клей для оргстекла
Это интересно
Все статьи >>Наша компания занимается изготовлением из оргстекла самых разнообразных изделий и конструкций – от POS-материалов до архитектурных элементов. Это не новый материал, но во многих сферах применяется относительно недавно. В связи с этим у людей возникают вопросы, которые касаются изготовления изделий из оргстекла. В этой статье мы дадим ответы на самые часто задаваемые вопросы и разъясним моменты, которые больше всего интересуют наших заказчиков.
Процесс изготовления оргстекла может быть реализован двумя способами – литьем и экструзией. Визуально различить два типа оргстекла сложно, они выглядят почти одинаково, но обладают разными физико-механическими и эксплуатационными свойствами. В основе процесса производства литьевого оргстекла лежит полимеризация мономера метилметакрилата. Экструзионное оргстекло изготавливается из расплавленного гранулированного полимера. Молекулы литьевого материала соединяются в длинные и более прочные цепочки, а молекулярные цепочки экструзионного оргстекла – короткие, с более слабыми связями. Этим объясняется одно из главных различий между двумя видами оргстекла: литьевой материал - пластичный, прочный, устойчивый к нагрузкам. Для производства своей продукции мы используем преимущественно литьевое оргстекло, как наиболее качественное. Купить оргстекло, полученное экструзией, можно по более доступной цене. Этот материал может применяться при отсутствии жестких требований к прочности конструкции.

Оргстекло поставляется в виде листовых заготовок 3000х2000 мм, блоков 6000х3000 мм и 5000х2200 мм. Помимо прозрачного оргстекла, мы поставляем зеркальный, сатинированный, матовый, цветной акрил. Мы работаем с надежными производителями из Германии, Италии, Испании. Толщина листов литьевого оргстекла Plexiglas GS – 2…250 мм, экструзионного Plexiglas XT – 1…25 мм. Листы покрыты с обеих сторон защитной пленкой. Снимать эту пленку нельзя, пока не будут завершены операции механической обработки изделий. Защитный слой препятствует возникновению повреждений, царапин на поверхности оргстекла. Пленка снимается после окончания работ по сборке или монтажу конструкций перед выполнением финишной полировки. Также защитное покрытие удаляется, если изделие подвергается термической формовке в печи.

Оргстекло желательно хранить в закрытом помещении. Важное условие хранения – постоянный уровень температуры и влажности. Нельзя ставить листовые заготовки с опиранием на торец, оргстекло хранится только в горизонтальном положении. Листы укладываются на ровное плоское основание, чтобы материал не деформировался. Оргстекло можно оставить ненадолго на открытом воздухе, избегая прямого попадания солнечных лучей. Защитная пленка имеет невысокую теплостойкость и устойчивость к ультрафиолету, поэтому при длительном хранении оргстекла на солнце пленку будет трудно снять с оргстекла. Если вы планируете купить оргстекло, позаботьтесь о том, чтобы оно хранилось в надлежащих условиях.

Оргстекло обладает свойством притягивать пыль. Для снятия электростатического заряда рекомендуем обрабатывать поверхность специальным средством – антистатиком. После такой обработки пыль будет садиться гораздо медленнее, оргстекло будет дольше оставаться чистым. Для очистки материала от загрязнений используется моющее средство на водной основе и мягкая ткань. Запрещено использовать абразивные средства, растворители, жесткие губки. Нельзя производить сухую чистку оргстекла, уход должен быть максимально бережным.
Листовое оргстекло режется ручным инструментом либо на станках – форматно-раскроечных или координатно-фрезерных. Инструментом для порезки оргстекла служат острозаточенные высокоскоростные пилы, работающие без вибрации – дисковые, ленточные, ножовочные, циркуляционные. Качество нарезки оргстекла во многом зависит от правильности выбора режимов резания. Обработка на низких скоростях дает неровный срез, при слишком высоких скоростях возрастает риск откалывания оргстекла.
Режимы резки оргстекла циркулярной пилой:
Режимы порезки оргстекла ленточной пилой:
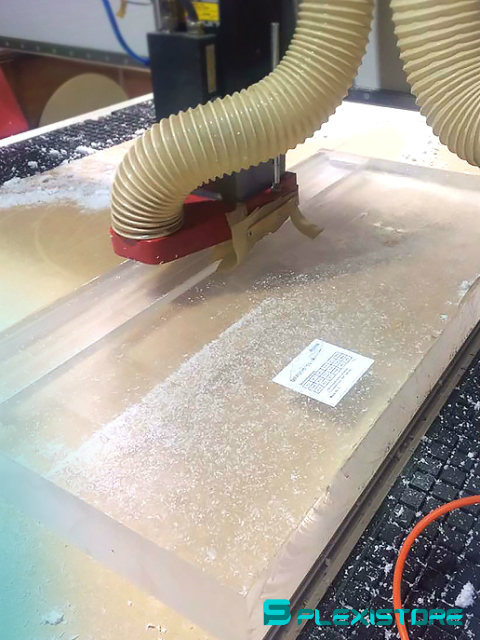
Для производства деталей сложной формы используется оборудование с числовым программным управлением. В зависимости от сложности контура, резка может выполняться на фрезерном или лазерно-гравировальном станке. Лазерная обработка обеспечивает самое высокое качество среза и точность размеров. Очень маленькая толщина лазерного луча (0,1-0,25 мм) позволяет обрабатывать тончайшие орнаменты. После обработки лазером кромки листовых заготовок не нуждаются в дополнительной полировке. Самого высокого качества гравировки можно достичь с применением лазера на литьевом оргстекле. Экструзионный материал дает зернистую кромку, а текстура среза литьевого оргстекла – идеально гладкая и блестящая. Это объясняется различными особенностями изготовления оргстекла методами литья и экструзии.

Операция фрезерования используется для раскроя деталей по прямолинейному или криволинейному контуру, вырезания пазов, уступов и проточек, а также для формирования сложных сквозных узоров на оргстекле, изготовления деталей с трехмерным рельефом. Инструмент для обработки – профильные или шпиндельные фрезы, вращающиеся со скоростью 4500 м/мин. Самая высокая производительность и точность обработки достигается на фрезерном станке с числовым программным управлением.


Шлифование выполняется ручными шлифовальными машинками. Обработка выполняется в несколько этапов с постепенным уменьшением зернистости абразива. Зернистость для грубой обработки – 60, средней – 220 или 400, для тонкого шлифования – 600, 800, 1200. Чтобы заготовка не перегревалась, ее периодически охлаждают на воздухе. После шлифовки производится чистовая обработка – полировка оргстекла. Эта операция может быть выполнена двумя способами – вручную и на станке. Ручная обработка с применением дисковых инструментов, шкурок и паст используется при изготовлении единичных изделий, крупногабаритных конструкций, деталей сложной конфигурации. При производстве больших партий заготовок полировка выполняется на алмазно-полировальном станке с числовым программным управлением.
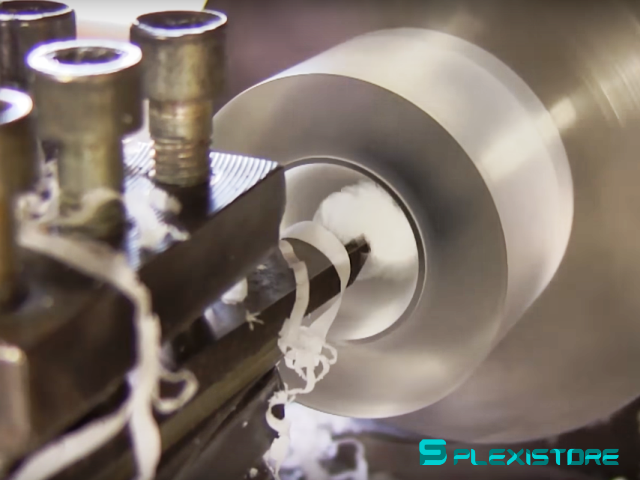
Из оргстекла можно изготовить детали в виде тел вращения с контуром любой сложности – для этого используется технология обработки на токарных станках. Токарная обработка предназначена для нарезания внешних и внутренних поверхностей вращения (цилиндрических, конических, сложных), а также для снятия фасок, обработки торцов, резки деталей, точения канавок, формирования винтовых и резьбовых профилей. Заготовка крепится в патроне станка и вращается с высокой скоростью, а режущий инструмент перемещается поступательно вдоль оси детали по заданной траектории. Скорость вращения детали из оргстекла должна быть примерно в 10 раз выше по сравнению с обработкой металлических заготовок.
Сверление оргстекла выполняется с помощью спиральных, конических, ступенчатых сверл. Оптимальные геометрические параметры инструменты:
Для получения качественного отверстия с ровными краями необходимо правильно рассчитать режимы резания – скорость резания и подачу. Оптимальные режимы:
Увеличение подачи и скорости приводит к перегреву и деформации материала, а сверлением на низких режимах невозможно получить чистое и гладкое отверстие. При обработке оргстекла толщиной свыше 5 мм необходимо дополнительное охлаждение водой или раствором силиконового масла. Глубокие отверстия обрабатываются фрезерными сверлами. Периодически инструмент извлекается из обрабатываемого отверстия для удаления стружки.
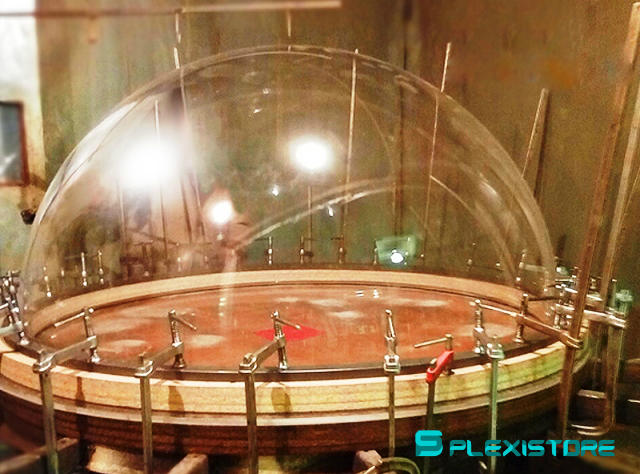
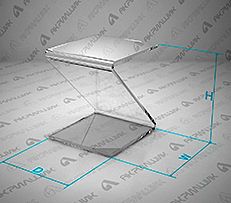
Листовой материал укладывается на металлический стол, фиксируется по периметру рамой и прижимается струбцинами. Оргстекло нагревается в большой термопечи, снизу вверх подается поток сжатого воздуха, под действием которого разогретый лист выдувается и приобретает форму полусферы. За счет регулировки высоты выдувания можно получить изделия различных типов: правильные полусферы, плоские линзы. Зажимная рама может быть не только круглой, но и овальной, прямоугольной. На вершине полусферы лист становится тоньше, поэтому для выдувания листовая заготовка подбирается с запасом по толщине. Мы производим выдутые полусферы диаметром от 300 мм до 1900 мм.
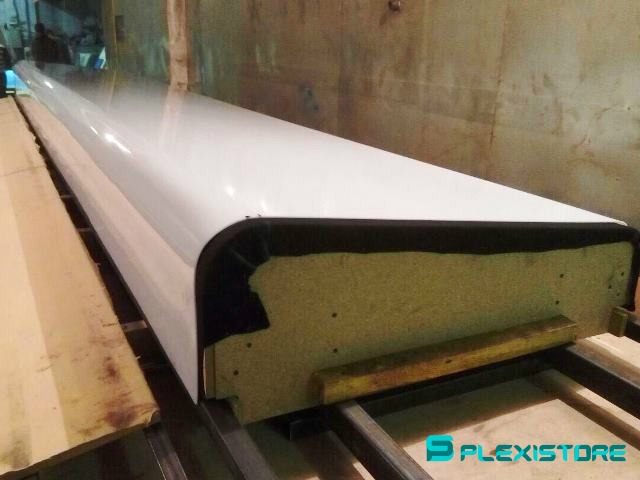
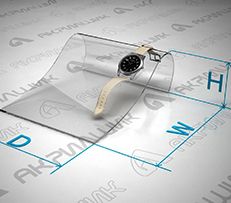
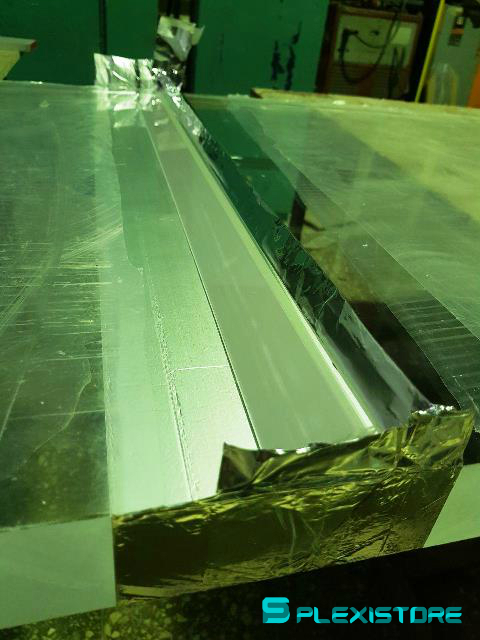
Наиболее часто применяемые виды термической формовки листового оргстекла – моллирование на матрице и гибка на струне. Для моллирования изготавливается деревянная матрица, форма поверхности которой соответствует конфигурации изделия. Гибка листовых заготовок небольшой толщины по прямой линии под различными углами выполняется на нихромовой струне, нагретой докрасна под действием электрического тока. Чтобы обеспечить качество формованных изделий, нужно правильно подобрать режимы нагрева и охлаждения, изготовить точные матрицы и, конечно же, купить оргстекло у проверенных производителей. На струне можно согнуть оргстекло толщиной не более 8 мм. В месте изгиба на струне неизбежно появление оптических искажений. Формовка на матрице позволяет получить прозрачный, качественный изгиб без искажений. Но гибка на струне – более дешевый процесс по сравнению с формовкой на матрице. Если нужно недорого согнуть оргстекло без жестких требований к оптическим свойствам, тогда выбирается гибка на струне. Для формовки ответственных деталей применяется технология моллирования на матрице.
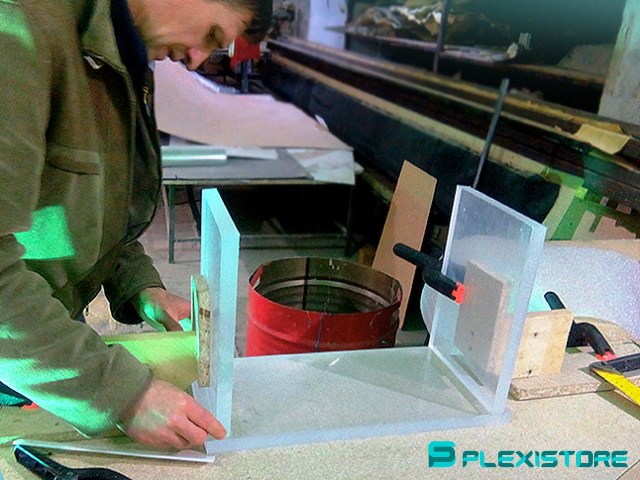
Для сборки изделий из оргстекла используется технология химической склейки. Мы используем специальный клеящий состав Acryfix, который воздействует на оргстекло на молекулярном уровне, в результате поверхности не просто соединяются, а сращиваются между собой. Прочность стыков сравнима с прочностью монолитного материала. Со временем клеевые соединения не расслаиваются, не деформируются, не теряют прозрачности. Для качественной склейки поверхности подвергаются предварительной обработке – очищаются от пыли и полируются. После завершения процесса склеивания изделие отжигается в печи для снятия внутренних напряжений.
 - prev.jpg)