Тумбы, горки, этажерки
Тумбы, горки, этажерки
 Подставки и держатели
Подставки и держатели
 Блоки из акрила и оргстекла
Блоки из акрила и оргстекла
 Лотки и контейнеры
Лотки и контейнеры
 Витрины и колпаки
Витрины и колпаки
 Подставки для аксессуаров
Подставки для аксессуаров
 Стойки для обуви
Стойки для обуви
 Держатели для украшений
Держатели для украшений
 Менюхолдеры и ценникодержатели
Менюхолдеры и ценникодержатели
 Буклетницы, визитницы
Буклетницы, визитницы
 Информационные стойки
Информационные стойки
 Клей для оргстекла
Клей для оргстекла
Это интересно
Все статьи >>
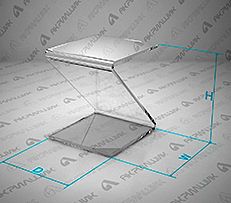
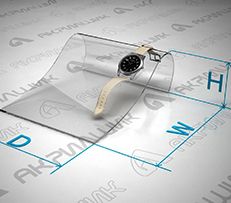
Оргстекло и поликарбонат хорошо поддаются термической формовке. Одной из самых востребованных операций термоформовки является гибка на струне. Технология применима для листов небольшой толщины (до 8-10 мм). Гибка осуществляется по прямой линии, с небольшим радиусом изгиба под любым углом.
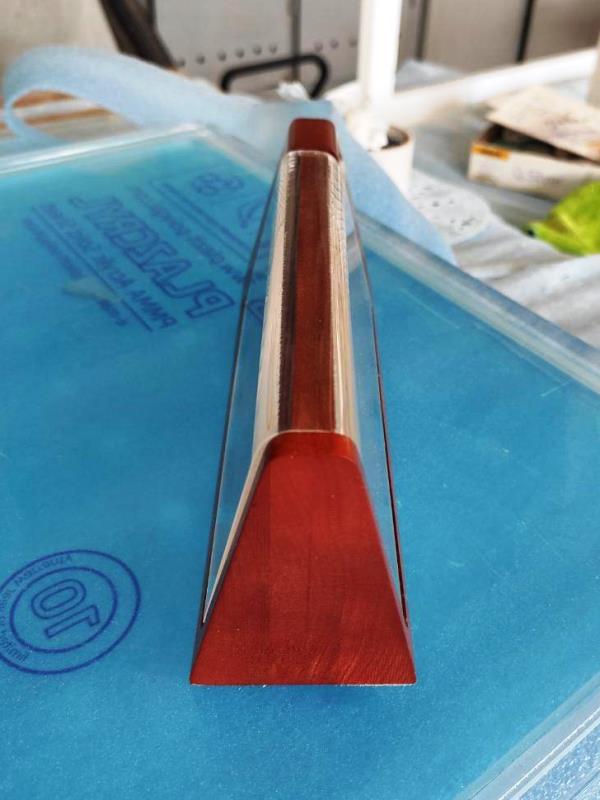
Основной инструмент для гибки акриловых и поликарбонатных листов – туго натянутая нихромовая струна, подключаемая к источнику электропитания. Струна накаляется и локально нагревает материал по прямой линии. На участке местного нагрева заготовка становится пластичной, происходит изгиб листа. После остывания изогнутый лист сохраняет свою форму и восстанавливает исходную прочность. Нихромовая струна выполняет две функции: служит источником нагрева и направляющей для линии изгиба.

Технологический процесс гибки на струне требует строгого соблюдения правильных режимов нагрева. Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.


В процессе гибки экструзионного акрила на результат влияет расположение линии изгиба по отношению к линии экструзии. Если лист сгибается вдоль направления экструзии, то может возникнуть усадка, поэтому эструзионный акрил гнется поперек экструзионной линии.Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.


От того, насколько правильно соблюдаются режимы гибки, зависит качество готового изделия. Поэтому эту операцию важно доверять специалистам с большим опытом работы, которые знают все технические нюансы процесса и не допускают ошибок, которые могли бы привести к появлению брака. Помимо опыта и профессионализма мастеров, на качество гибки влияет применяемое оборудование. Применение самодельных приспособлений не приведет к хорошему результату, гибка на струне не может быть выполнена идеально качественно без применения надежного специализированного оборудования.
 Лист акрила или поликарбоната раскраивается в нужный размер.
Лист акрила или поликарбоната раскраивается в нужный размер.
Для гибки больших партий листовых заготовок целесообразно использовать специальное оборудование – термодизайнер. Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Также термодизайнер не требует длительной настройки, позволяет точно регулировать температуру нагрева и угол изгиба, справляется с гибкой более толстых листовых заготовок за счет глубокого двухстороннего нагрева.

Технология гибки на струне незаменима в том случае, когда необходимо изготовить небольшие изделия из тонкого листового материала. Чаще всего данный метод используется для производства POS-материалов: менюхолдеров, карманов для ценников, подставок, стоек, горок, буклетниц, визитниц, лотков, контейнеров, держателей и прочих изделий для оформления витрин и выставочных стендов. Профессионально выполненная гибка на струне позволяет получить продукцию идеального качества.
Немалая часть товаров, представленных на сайте PlexiStore, изготовлена с применением технологии гибки на струне. Приобретая изделия от компании «Плексистор», Вы застрахованы от неприятных сюрпризов (таких как брак, несоответствие размеров, недостаточное качество поверхности). Помимо предложенных модификаций POS-материалов, мы оказываем услугу изготовления акриловой продукции под заказ в точном соответствии с техническим заданием. Мы работаем с партиями любого объема – от единичных заказов до крупного опта.
Для получения информации по вопросам приобретения продукции из акрила или поликарбоната обращайтесь с нашим менеджерам. Мы предоставим подробную консультацию и предложим самую выгодную схему сотрудничества.
 - prev.jpg)